Effect of Tin Additions on Microstructure and Mechanical Properties of Sand Casting of AZ92 Magnesium Base Alloy
Pramod Kumar1, A. K. Bhargava1, Y. V. S. S. Prasad1, Govind2
1Dept. of Metallurgical and Materials Engineering, MNIT Jaipur, Jaipur (Raj.),India
2Foundary Division, Vikram Sarabhai Space Centre , Trivandrum (Kerala), India
DOI : http://dx.doi.org/10.13005/msri/100205
Article Publishing History
Article Received on : 20 Mar 2013
Article Accepted on : 07 May 2013
Article Published : 05 Jan 2014
Plagiarism Check: Yes
Article Metrics
ABSTRACT:
In this work the mechanical and microstructure properties were studied on AZ92 alloy with the tin additions as an allowing element in as cast condition. In tin containing alloys, the tin were added in AZ92 alloys in two amounts, 3% and 6% respectively. The alloys were casted by the sand casting process in the foundry in the form of tensile test specimens. After sand casting the test samples were further analysed by chemical analysis, metallographic, XRD, Grain size measurement, Rockwell hardness and Yield strength Measurements. The effect of tin additions from the results analysis reveals the reduction in grain sizes as well as improvement in Rockwell hardness and yield strengths in tin containing AZ92 alloys as compared to AZ92 alloy.
KEYWORDS:
Foundry Sand casting;solid solution strengthening; XRF; XRD; microstructures; mechanical characterizations
Copy the following to cite this article:
Kumar P, Bhargava A. K, Prasad Y. V. S. S, Govind. Effect of Tin Additions on Microstructure and Mechanical Properties of Sand Casting of AZ92 Magnesium Base Alloy. Mat.Sci.Res.India;10(2)
|
Copy the following to cite this URL:
Kumar P, Bhargava A. K, Prasad Y. V. S. S, Govind. Effect of Tin Additions on Microstructure and Mechanical Properties of Sand Casting of AZ92 Magnesium Base Alloy. Mat.Sci.Res.India;10(2). Available from: http://www.materialsciencejournal.org/?p=89
|
INTRODUCTION
Magnesium alloys are widely used as a structural material for automotive, aerospace and electronics shielding applications because of its good mechanical and low density properties. It is termed as a lightest and green structural material of 21st century1. Magnesium alloys are divided into cast magnesium alloys and wrought magnesium ones according to the processing. Main commercial magnesium alloys include the AZ series (Mg-Al-Zn), AM series (Mg-Al-Mn), AE series (Mg-Al-RE), EZ series (Mg-RE- Zn), ZK series (Mg-Zn-Zr), and WE series (Mg-RE-Zr). In the last decade, the AZ series cast magnesium alloys, have been extensively studied and used for some structural components of automobiles, aircraft, and computers, because of high specific strength and good castability2. Commercial cast magnesium alloys for automotive applications are AZ and AM series alloys (AZ91D, AM50A, and AM60B)3.
Magnesium alloys generally offer good castability, In Mg-Al alloys, castability improves with increasing aluminium content due to the improved fluidity, but aluminium also increases the tendency to shrinkage, hot cracking and microporocity problem. The addition of Zn resulted in a change in eutectic morphology. This effect of Zn on eutectic morphology is related to the strong segregation of this element to the liquid during solidification of the primary phase and its subsequent dissolution in the Mg17Al12 phase4. It is recognized that the mechanical properties of cast alloys depend on their microstructure: grain size and texture, secondary phases and porosity5. The mechanical properties of magnesium are very variable owing to the effects of impurities and grain size of specimen.
In Mg-Al alloys, the main strengthening phase is Mg17Al12, which has low melting point (~ 4620C) and poor thermal stability. Mg17Al12 phase can readily coarsen and soften at temperatures exceeding 120-1300C. In addition, Mg17Al12 has a cubic structure incoherent with the hcp magnesium matrix, which leads to the fragility of the Mg/ Mg17 Al12 interface. So in Mg-Al alloy, the aluminium content should be restrict led to reduce the Mg17 Al12 precipitate in order to achieve good elevated temperature properties. But this would in turn restrict the improvement in fluidity6.
It becomes important for improving strength of AZ92 alloy to reduce the amount of Mg17Al12 phase and introduce thermally stable precipitates at grain boundaries as well as in the grain interior by adding proper alloying elements. It is known that alloys of Mg-Al-Ca systems may provide significant improvement in elevated temperature properties due to reduction of volume fraction of Mg17Al12 phase and the formation of Al-Ca and Mg-Ca intermetallic compounds 7, 8, 9. In this work the alloying element tin has been introduced in two amounts, 3% and 6%, in AZ92 alloy for reducing the precipitate content at the grain boundary and improving mechanical properties.
EXPERIMENTAL PROCEDURE
Sample Preparation
The three charges as per the composition of alloys were melted in a crucible of 40kg capacity in a pit type induction furnace installed in a foundry. Once the charges are melted it is covered with flux and degassifier. Fluxing was carried out by UE and HE flux and degassing by hexacloroethane tablets. The melts were thoroughly stirred, skimmed and poured into preheated mould with cavities of tensile specimens. The cast tensile specimens were cut from the casting.
Chemical Analysis
Chemical analysis of the alloys (AZ92, AZ92+Sn (3%) and AZ92+Sn (6%) alloys) test bars fabricated by sand casting, were carried out for knowing the chemical composition using X Ray Fluorescence (XRF) method. This method is based on fluorescence phenomenon. To carry out chemical analysis of each alloy samples were cut from test bars in the form of diameter 20 mm and thickness of 10 mm. These disc size samples were put into a cavity of XRF machine. Low frequency X rays pass through each sample and fluorescence occurs giving a graph of corresponding elements frequency. These graphs were matched with standard graphs corresponding to different elements.
Metallographic Analysis
The microstructure study of a material can provide the information regarding the morphology and distribution of constituent phases as well as the nature and pattern of certain crystal imperfections. For carrying out microstructural studies of the alloys, first samples were cut into disc shape of diameter 15mm and thickness 10 mm approximately. Secondly Samples were prepared for metallographic examination. by conventional method. For sample preparation certain steps were followed
- Grinding the samples on grinder for making surface flat.
- The ground samples were intermediate polished on a series of SiC polishing papers of grades 180, 200, 400 and 600 mounted on a disc-polishing wheel.
- The intermediate polished samples were fine polished by polishing in suspended alumina particles using disc-polishing machine with velvet cloth on disc.
- Samples were washed in water and subsequently by methanol and finally dried.
- The samples were further polished using diamond paste.
- The diamond polished were Ultrasonic cleaned in methanol.
- The polished samples were etched by picrol acid (5 gm picric acid + 100 ml water)
- Examining the Microstructure under optical microscope.
Grain Size Measurement
Grain size measurement was carried out by image analysis according to the ASTM standard. For this, microstructure images were captured by camera connected with microscope and stored in computer. These images were studied by microstructure evaluation software installed in computer. This software reads microstructure grain sizes according to the ASTM standard.
XRD Analysis
XRD analysis was carried out for AZ92, AZ92+Sn (3%) and AZ92+Sn (6%) alloy in as cast conditions. For XRD measurements a PHILIPS XRD unit with radiation of Cu Kα (λ=1.54602 Å) was used. Samples of 10 mm diameter and 15 mm thickness were gripped into the holder. The data acquisition was done by computer connected with the XRD machine and the analysis was done by the computer software.
Mechanical Characterizations
Hardness Measurements
Rockwell Hardness measurements were carried out in all the three alloys in as cast conditions using digital Rockwell hardness tester. The respective load and indenter used were 60kg weight and 1/16“ diameter steel ball. The hardness is expressed in F-scale. For this samples were prepared into disc shape of diameter 15mm and thickness 10 mm approximately and testing carried out according to the ASTM standard.
Yield strength Characterizations
In this test the ends of a test pieces are fixed into grips connected to a straining device to a load-measuring device. If the applied load is small enough, the deformation of any solid body is entirely elastic, an elastically deformed solid will return to its original form as soon as the load is released. However if the load is too large, the material can be deformed permanently. The initial part of the tension curve, which is recoverable immediately upon unloading, is termed as elastic, and the rest of the curve, which represents the manner in which solids undergo permanent deformation, is termed as permanent deformation. Yield testing was carried out in as cast samples by using a universal testing machine of instron make. Instron Company Software install in computer provided tensile test data. For this,
- Tensile test samples from each alloy were prepared on lathe machine of length 150mm and gauze diameter 15mm.
- Samples were gripped into the grips of electrically operated UTM.
- An extensometer is fixed into gauze.
- Loads were applied automatically.
RESULT AND DISCUSSIONS
Chemical analysis:
The presences of various elements present in the alloys were observed by XRF method. A slight variation in composition is observed from the desired composition. Results of chemical analysis are summarized in table 1. Result shows that the casting is homogeneous.
Metallographic Analysis
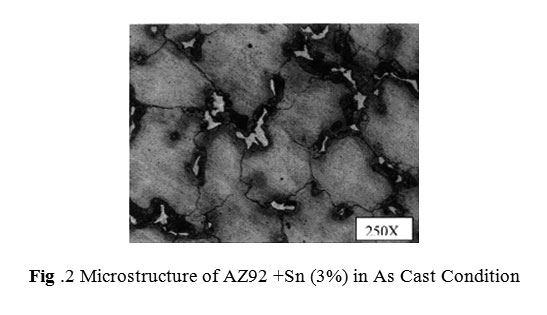
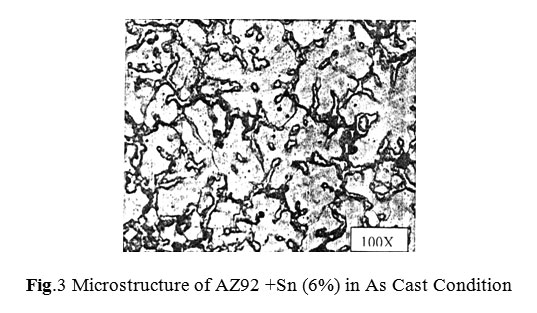
Sand mould cast microstructures of AZ92, AZ92+Sn(3%) and AZ92+Sn(6%) alloys are shown in Fig.1, Fig.2 and Fig.3 simultaneously at different magnifications.
These reveals the presence of Mg17Al12 compound precipitated in the matrix of α- phase as present in the phase diagram of magnesium aluminium alloy systems. The changed morphology of grain sizes distributions of microstructures is observable in tin contained AZ92 alloys. AZ92+Sn (3%) alloys shows less precipitation at grain boundaries of secondary phase. The precipitation of secondary phase further increased in AZ92+Sn (6%) alloys.
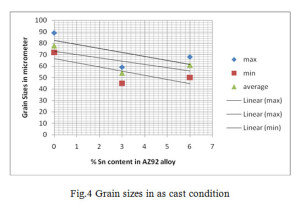
Grain Size Measurement
The results of grain size measurement are shown in the Fig.4. Average values of Grain sizes obtained for the AZ92, AZ92+Sn(3%) and AZ02+Sn(6%) are 78.57microns, 54.20 microns and 61.18 microns. Though after taking maximum and minimum value in each alloy and plotting a linear curve it shows that, there is a decrease in grain sizes in tin containing alloy as shown in fig. 4.
XRD Analysis
X ray diffraction analysis of as cast AZ92 alloy reveals magnesium solid solution (α- phase) with precipitate of Mg17Al12 at in grain boundaries. Tin additions to AZ92 cast alloy shows the formation of ZnSnO3 along with magnesium solid solution in the alloy containing 6% tin but not in alloy containing 3% tin. The formation of ZnSnO3 might be too less to be detected by XRD in case of alloy contains 3% tin.
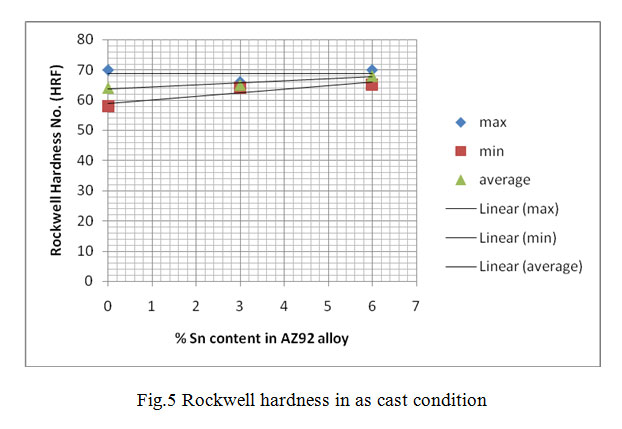
Mechanical Characterizations Analysis
The addition of tin in AZ92 alloy in as cast condition shows an increase in Rockwell hardness value as shown in Fig.5. The obtained value is 67.92 HRF in AZ92+Sn (6%) alloy which is more than AZ92 and AZ92+Sn (3%) alloy’s HRF values.
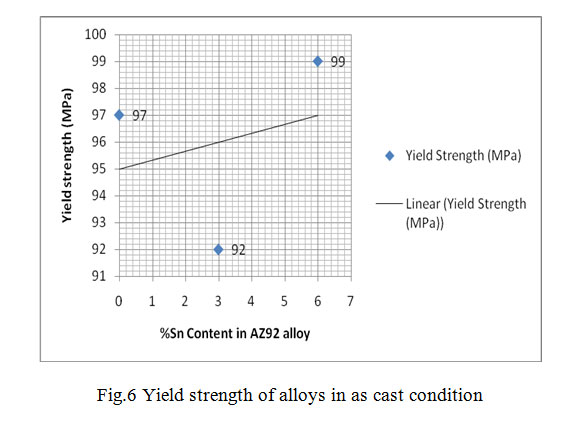
The results obtained from the yield strength testing of specimens are shown in the graph shown in Fig.6. The ultimate ield strength in AZ92+Sn (3%) and AZ92+Sn (6%) are 99 MPa, 92 MPa respectively which is more than the yiels strength of AZ92alloy, 97 MPa. A linear curve shows a clear indication of increase of yield Streath in tin containing all
CONCLUSIONS
Chemical analysis carried out on sand casting of samples indicates a homogeneous casting as the composition of various elements present are not varied from the amount of charges introduced for casting. Metallographic analysis shows a change in morphology of microstructures in tin added alloys as compared to AZ92 alloy. In tin added alloys, there is a less precipitation of secondary phase of AZ92 alloys. XRD analysis confirms a presence of formation of ZnSnO3 along with magnesium solid solution in the alloy containing 6% tin alloy which is not detectable in alloy containing 3% tin. Grain size measurement shows reduction of grain sizes in tin containing alloys. Yield strength tests reveals high yield strength tin containing alloys as compared to AZ92 alloy. Hardness results showing more hardness in tin containing alloys as compared to AZ92 alloy.
ACKNOWLEDGEMENT
This work was carried out by the author during his post graduate study in metallurgy from the MNIT Jaipur. Author is very much thankful to his supervisors for their valuable support and guidance throughout the project work. Author is highly thankful to M/s VSSC Trivandrum for providing opportunity to work in its labs.
References
- WU Shu-yan, JI Ze-shen and RONG Shou-fan, H, Tran. Non Ferrous Met. Soc. China, 20, (2010), 783-788.
- Z. Yang, J.P. Li, J.X. Zhang, G.W. Lorimer and J. Robson, Acta Metall. Sin.(Engl. Lett.), 21, No.5 , (Oct. 2008), 313-328.
- C. Suman, SAE Technical Paper No.910416 (Warrendale, PA, Society of Automotive Engineers), 1991.
- Emley E. F., Principles of Magnesium Technology, Pergamon Press, Oxford, 1966.
- S. Lun Sin, D. Dube, R. Tremblay S. Lun Sin, D. Dubé and R. Tremblay, Materials characterizations,59, (2008) 178-187.
- Clark J. B., Acta Met., 13, (1965), 1281.
CrossRef
- H.-T. Son, J.-S. Lee, C.-S. Kang, J.-C. Bae, K. Yoshimi, K. Maruyama, Mater. Trans. 49 (2008) 945-951.
CrossRef
- A.A. Luo, Int. Mater. Reviews 49(1) (2003) 13–30.
CrossRef
- A. Suzuki, N.D. Saddock, J.W. Jones, T.M. Pollock, Scr. Mater. 51 (2004) 1005- 1010.
CrossRef

This work is licensed under a Creative Commons Attribution 4.0 International License.