Insect Secretion on Albazia Tree as Biobased Material Alternative for Matrix Composite
Mujiyono1*, Jamasri1, B. R. Heru Santoso1 and J. P. Gentur Sutapa2
1Faculty of Engineering, Gadjah Mada University, Indonesia.
2Faculty of Forestry, Gadjah Mada University, Indonesia.
DOI : http://dx.doi.org/10.13005/msri/070104
Article Publishing History
Article Received on : 22 Apr 2010
Article Accepted on : 21 Jun 2010
Article Published :
Plagiarism Check: No
Article Metrics
ABSTRACT:
Investigation and characterization of insect secretion on Albazia tree (hereinafter used the term ISA) showed that the material contained of complex molecules with the main constituent is aleuretic acid and the insect is lac. So ISA is secretion of lac insect on Albazia tree. This paper will report the biobased ISA as a feasible matrix for composite. Some requirements of the ISA matrix to protect the fibers, keeping the fibers in place and can distribute the load to the fibers, the first step was the matrix phase changed from solid to liquid with an ethanol as a solvent so the matrix distributed to cover the fibers perfectly. Secondly, the matrix phase then change into solid by evaporation process to remove ethanol solvent without any scattered to the fibers. This matrix is now called as matrix lac (or matlac). Characterization of chemical structure of the matlac investigated before and after mixed with ethanol using FTIR method. Evaporation process of ethanol was also examined and conducted by heating the sample respectively 40, 50, 70, 90, 110, 150 and 180 oC for 2-210 minutes to determine the weight loss and changes liquid to solid phase. TGA also used to determine performance of the matrix at high temperatures. Evaluation of fiber-matrix bonding strength was done by wettability testing. The results showed that the ISA can be used as a matrix composite by blending ethanol as a main solvent followed by melting and heating process at temperatures above 100oC. Chemical structure of the ISA before and after the mixing of ethanol did not change that ethanol has a function as a “transporter“ to bring ISA reaches the matrix requiretments. Bonding strength between the fiber and the matlac showed contact angle of about 30o and indicated good wettability. Average of the tensile strength of the matlac was 7 MPa which has opportunity and feasibility to be developed further as matrix composite. Method proposes succesed making composite from matlac matrix.
KEYWORDS:
Insect secretion on Albazia tree (ISA); Biobased material; Aleuretic acid; Matlac; Biocomposite
Copy the following to cite this article:
Mujiyono, Jamasri, Santoso B. R. H, Sutapa J. P. G. Insect Secretion on Albazia Tree as Biobased Material Alternative for Matrix Composite. Mat.Sci.Res.India;7(1)
|
Copy the following to cite this URL:
Mujiyono, Jamasri, Santoso B. R. H, Sutapa J. P. G. Insect Secretion on Albazia Tree as Biobased Material Alternative for Matrix Composite. Mat.Sci.Res.India;7(1). Available from: http://www.materialsciencejournal.org/?p=2214
|
Introduction
Persistence of plastics in the environment, the shortage of landfill space, the depletion of petroleum resources, concerns over emissions during incineration, and entrapment by and ingestion of packaging plastics by fish, fowl and animals have spurred efforts to develop biodegradable/biobased plastics.1 Biocomposites have been the subject of international research since at least the mid-1990s and a number of practical applications are now emerging, including interior automotive components and housings for notebook computers. Commercial interest in manufacturing these products is driven by the derivation of the polymers from renewable sources as well as by their specific properties including biodegradability.2
Biocomposite with natural matrix developed more rapidly because they are more environmentally safer. The natural matrix was used in this experiment was obtained from Albazia tree lac from secretion of lac insect. The lac is a resinous compound which has special properties: biodegradable, non-toxic and provides immense employment opportunities.3 Naturally, the soft-bodied lac insects produced a resinous secretion which protects them from adverse environment. The major constituent of lac is the resin and other constituents present were: dye, wax, sugar, proteins, soluble salts, sand, woody matter, insect body debris etc.4 Shellac is also produced from lac insect (laccifier lacca) that has an attractive material and economically important species.5 Step processing of lac divided into stick lac processing, seedlac and shellac as an end product. Stick lac is dried lac in its natural state as scraped off twigs of host plant. Seedlac is further processing of stick lac into grains of 10 meshes or less in order to prevent lump formation of lac and breeding of storage pests which thereby causing substantial loses and deterioration in quality of desired material parameters. The shellac is the name of finished lac product and commonly used across the world for many applications. Advantage aspects using natural matrix provide powerful bonding material with low thermal conductivity and a small coefficient of expansion. The material also has significant thermal plasticity and capacity of absorbing large amounts of fillers.4 The main constituent of shellac is aleuretic acid that has good adhesive properties.6 Sao and Pandey7 have reported utilization of aleuretic acid free gummy mass to make particle board. Therefore, the shellac can be used as a natural adhesive by Indian Lac Research Institute (ILRI). This paper is going to reveal on how the properties of matrix from secretion of lac insect in term of biocomposite can be used in engineering purposes.
Materials and Methods
Materials
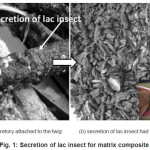
ISA as a candidate feasible biobased matrix for biocomposite with the main constituent aleuretic acid. The material was taken from Albazia trees in a mountainous area in Karangnangka village; subdistrict Banjarsari, Ciamis regency, West Java, Indonesia. The ISA biobased material is shown in Figure 1 used as raw material for making biocomposite natural matrix (matlac).
Figure 1: Secretion of lac insect for matrix composite
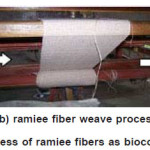
Ethanol 95% as a solvent and mixed with the spiritus to dilute the ISA was obtained from the PT. Madukismo, Yogyakarta, Indonesia. Ramiee fiber, as a reinforcement material was used for biocomposte cropped from Koppontren Darussalam, Garut, West Java, Indonesia as shown in Figure 2.
Figure 2: Preparation process of ramiee fibers as biocomposite reinforcement.
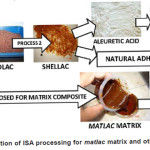
A schematic of the proposed in processing biobased matlac as a matrix function for composite was shown in Figure 3. The used of shellac as adhesive material was directly the used of aleuretic acid contained in secretions of lac insect. Process 1 and process 2 explained as a stage process of purification and cleansing of impurity substances in the secretion of lac insect unwanted presence to make a product. For example varnish that require cleanliness and clarity to qualify as a coating material that was free from impurities. For the composite matrix product, which is extremely important trait is the strength of the fiber bonding so that the purity and beauty is not a major requirement. Therefore aleuretic acid purity level was not the main requirement for the product matrix composite. This research proposes a new process to engineer the secretion of lac insect on Albazia tree (ISA) to become matrix composite by eliminating seedlak and shellac process.
Figure 3: Comparation of ISA processing for matlac matrix and other usage of lac
Methods
ISA in liquid phase should be covered the fiber. Method to change a solid phase of ISA into a liquid phase was done by mixing ISA into 95% ethanol (spiritus-ethanol) by weight ratio of ISA-solvent in composition 1:1, 1:2, 1:4 or in percentages of the mixture of 100%, 50% and 25%. ISA become matlac and used for matrix to build up biocomposite system. The Infrared Test was conducted at room temperature 20°C and humidity of 60% by FTIR Shimadzu Seri 8400S with beam splitter of KBr wrapped Germanium plat. FTIR provided data to identify functional groups of ISA before and after mixing with ethanol.
Next step is soaking fibers and mixed with ISA in liquid phase had to be changed into solid phase. The ISA in liquid phase were heating at several temperatures put into the electric oven at 40oC, 50 oC, 70 oC, 90 oC every 30 minutes and at 110 oC, 150 oC, 180 oC every 2 minutes and then weighted and check of phase changing.
Wettability Matlac on Fiber Surfaces
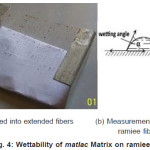
Figure 4a showed the 30 fibers of ramiee fibers were placed on U shape of aluminiun sheet and the matlac as a matrix was dropped on each fiber. Pictures of the matrix droplet on the fiber surfaces were shot with microscope Nikon seri HFX-2 at 50 magnifications. Contact angles of fiber-matrix were measured with Image Proplus Analyser on the picture as seen in Figure 4b.
Figure 4: Wettability of matlac Matrix on ramiee fiber
Tensile Strength of Matlac Matrix and Biocomposite
In this research, the sample consisted of two panels. Each of them comprises of 3 specimen of tensile test according to ASTM D638-02. The tensile test of matlac as a matrix itself was carried on Mesdan Lab seri 168E tensile testing machine at 20oC. The tensile test of plain weave ramiee fibers reinforced matlac biocomposite was carried on Servo Pulser Shimadzu EFH-EB20-40L universal testing machine at 20oC. The tensile strength was used to evaluate feasibility and compatibility of the matlac as potential matrix in biocomposite system.
Scanning Electron Microscope (SEM)
The tensile fracture surfaces of the composite samples were coated with gold by sputtering process and then analyzed using a JEOL SEM Model J6360LA. SEM method was used to identify the matlac-ramiee fiber biocomposite fractures modes.
Result and Discussion
Facts showed that biobased material of ISA has good adhesive properties, so It used to patch the tin roof, to join rod of machete and rod of hoe. Based on references,3-7 ISA has a good bonding strength, non-toxic, biodegradable and renewable. Therefore, the main constituent ISA with aluritic acid is biobased alternative materials that have high potential to be engineered to become a natural matrix composite.
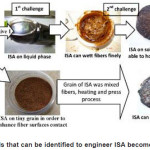
Requirements of matrix composites can be summarized from several references.8-10 First, the matrix should be able to hold and protect the fiber. It means matrix and fiber must be wrapped properly and not cause excessive internal strain or displacement between the fiber and matrix. Second, the matrix should be able to keep the fiber that was always in place and not to completely disintegrate when giving loading. Third, the matrix should be able to distribute the load to the fibers efectively or provided a good bond to the fibers. Problems found in relation to the requirements matrix is a form of ISA in a solid phase with irregular size, so it was difficult to covered the fiber, so that the necessary to modified the ISA to meet the requirements. There are two methods that can be identified as a solution to solving this problem. The first solution is to change the ISA becomes a liquid phase that can be moistened with the perfect fiber and the second solution is to change the form of tiny grains the ISA into a uniform so as to enhance contact with the fiber surfaces as shown in Figure 5. The second solution doesn’t report in this paper.
Figure 5: Two methods that can be identified to engineer ISA become matrix composite
The ISA disbursement methods as the first solution has two challenges facing the disbursement process of the ISA invention that did not change the chemical properties and compaction processes that did not damage the fibers so that the function of the ISA can be provided perfectly covered to the fiber surfaces.
Method of Change ISA Solid Phase Becoming Liquid Phase
ISA biobased materials are composed by aleuretic acid is a polar functional group having carbonyl (C=O). The difference between the electronegativities of carbon and oxygen is large enough to make the C=O bond moderately polar [11]. The (-COOH) end of aleuretic acid molecule is polar and therefore soluble in water. As the alkyl chain gets longer, the molecule becomes more non-polar and less soluble in water [12]. ISA disbursement method with aleuretic acid chemical structure can be done by using the solvent ethanol. Results aleuretic acid reaction with ethanol to produce liquid water and ISA by equation (1) as follows:

FTIR Analysis
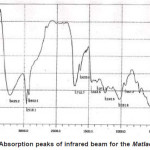
Matlac functional groups characterised by FTIR as shown in Figure 6. Comparative results with FTIR matlac and ISA as samples test showed the basic ingredients in common absorption peaks of functional groups such as vibration presented in Table 1. This showed that the matrix did not alter the chemical structure of the base material, thus supporting the hypothesis of spiritus-ethanol mixed serve as “transport equipment” to deliver the requirements of the ISA resulting the matlac matrix. So increasing the efficiency and Matlac matrix can be done by reducing the weight of ethanol mixed with wetting condition occurs the perfect matrix.
Figure 6: Absorption peaks of infrared beam for the Matlac matrix
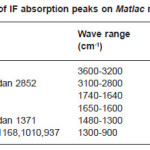
Table 1: Identification of IF absorption peaks on Matlac matrix and ISA sample
This study considers three mixtures of ISA and ethanol with a mixture weight ratio 100%, 50% and 25% and viscosity, respectively, are 34.5 g/cm.dt, 13.25 g/cm.dt and 2.25 g/cm. dt. All three are capable of wetting the viscosity of a perfect fiber, so that the selected mix of 100% to make the composite matrix due to more efficient. To create a matrix of 100 grams, a mixture of 100% requires a mixture of 100 grams while the 50% and 25% respectively require 200 and 400 grams of ethanol. So the mixture of 100% has higher efficiency compared to a mixture of 50% and 25%.
Physical Aspects of ISA
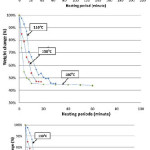
Subjected to 3.5 hours-heating at temperatures of 40 oC and 50 oC, matrix didn’t change significantly and still in its liquid phase. It was due to they are below the ethanol’s boiling temperature of 70 oC, so that evaporation of solvent didn’t occur. In the heating at temperatures of 70 oC and 90 oC matrix didn’t change to solid phase, however, gel phase started to appear. Evaporation of solvent occured in long period but can’t to form solid phase, because present of water which was resulted from reaction ISA and ethanol could not evaporate (1). Boiling temperature of water is 100oC so 70 and 90oC could not evaporate. These phenomenons can be seen Figure 7.a. It is known that 3.5 hours-heating had not been able to change matrix into its solid phase.
Figure 7: Graph of ISA weight change versus heating period in which solid phase was unreached (b) in which solid phase was reached
In the heating at temperatures of 110 oC, 150 oC and 180 oC, liquid phase of ISA could change into solid phase because occrured water evoparation. Each of them needs different period, subsequently are 26 minutes, 16 minutes and 10 minutes as seen Figure 7.b. Therefore, these three temperatures could be references in producing Matlac matrix reinforced natural fiber composites by hot press molding machines.
ISA mixture of 100% after 26 minutes of heating at a temperature of 110oC occurs 54% weight reduction and changes to the solid phase. The same condition also happened at 150 and 180oC temperature with time respectively 16 and 10 minutes. After the weight reached 46%, extra time did not affect weight or weight reduction becomes constant because there was no ethanol and water evaporated directly. The mixture could be transformed into a solid phase in case of weight reduction reaches 54% so that the heavy ISA remaining approximately 46%. This was caused by impurities in the mixing ISA during weighing. When mixed with ethanol, the mixture was filtered with a 100% mesh 40 so that about 4% dirt wasted. So the mixture is filtered 100% after actually having the weight composition of 46% ISA and 54% spiritus-ethanol. Therefore, the mixture transformed into a solid phase when the weight change reached 54% of all ethanol disappeared. Therefore, these three temperatures could become references in producing matlac natural fiber-reinforced matrix composites by hot press molding machine.
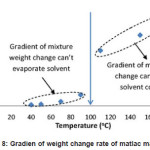
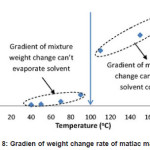
The gradiens of linear trendline in Figure 7 could be analyzed as velocity of weight changing. Solvent evaporate caused decrement of mixture weight. The gradient of this straight line can be used to analyze the rate of evaporation of the solution due to warming, because the weight reduction is essentially due to evaporation of the solvent. A high rate of evaporation which will accelerate the phase change from liquid to solid. This can be observed from the data of this study that the higher of heating temperature, the weight reduction rate will increase as more and more solvent evaporation as shown in Figure 8. Interesting phenomenon occurs in the area of tempertur 100oC sudden change that separates the evaporation rate can change liquid to solid phase. This indicates that the results of the reaction mixture between 100% and ISA produce water, so it will not condense when the temperature of heating below the boiling point of 100oC. Drastic change in the slope of this area can dianlisa As with the limits of heat energy required to change phase mixture of liquid to solid. Because the phase change is always marked by the change in volume. Volume change is marked by a significant change in weight of about 54%. Heating temperature can not lose weight up to 54%, and then the temperature was not able to change the liquid to a solid phase because not enough energy to fight the internal energy possessed to maintain the mix of things. This can be analogous to the energy of a metal plasticity where the material does not change shape when energy is still under the given internal energy possessed metal. Style is a broad unity of the parameters that can describe the energy changes. Materials with a thickness of 5 mm will support the weight smaller than 10 mm thick material. If both are given equal weight, then the thinner material will be quickly damaged. While in this case, the parameters are analogous to the change in weight per weight of fluid ISA early. If this analysis is correct, then the initial weight of the liquid ISA will affect the evaporation time. Eg initial weight of 3 grams of liquid and 10 grams would have a different evaporation time.
Figure 8: Gradien of weight change rate of matlac matrix
Thermal Aspects of ISA
To determine the temperature limits of the sample matrix fibers Matlac in protecting against the increase in temperature TGA curve analysis performed on Figure 9. TGA results showed that significant weight changes occurred at 337oC temperature. This indicates that the sample began to decompose carbon compounds resulting in significant weight change. Therefore, samples can not protect the fiber at that temperature. Sample has good chemical stability in the region due to temperatures below 200oC no change in weight. Weight reduction of about 5% by heating at 200oC becaused by water present in the sample. So the sample can completely protect the fiber at temperatures below 200oC. As a composite fiber reinforcement composed of 80% cellulose and flammable, as isothermal degradation of cellulose at a temperature of 177oC [16]. Therefore, making the sample matrix composit of Matlac with the hot press molding at a temperature of 180oC still have relatively high power because the matrix fiber can protect the environment until the temperature reaches 200 oC.
Figure 9: TGA termogram of natural matrix sample
Matrix-Fiber Wettability Test
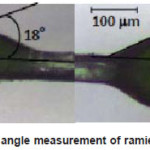
Wetability is a condition of a surface that determines how fast a liquid will wet and spread on the surface. Wettability was determine by measuring contact angle between fibers and matrix which shoed the results of 30 fibers. The results showed that 90 % contact angles were of 20o < θ d” 30 o and 10% were of 10o < è d” 20 o as shown by Figure 10. These indicated that surface energy of natural matrix is lower than fibers because, principally, good wetting can only occur if the surface energy of the wetting substance is lower than that of the wetted material (substrate).13 Smaller angle of contact means increasing wettability due to matrix as adhesive media has ability to arrange optimally in layers of fiber surface area14. Optimal Contact angle was at the most 30o. Wettability of the fibers and matrix were spreading when contact angle 0o, good when less than 900, incomplete if equals to 900 and wet inability if equals to 1800 [15]. Based on the data it can be concluded that wettability of ramiee fiber and matlac matrix is good.
Figure 10: Sample of contact angle measurement of ramiee fiber and matlac matrix
Tensile Strength of Matlac Matrix and Biocomposite
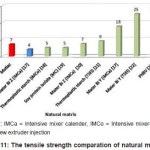
The matlac matrix had tensile strength of 6.89 ± 0.4 MPa. Matlac tensile strength was relatively similar when compared with other natural matrix such as Thermoplastic starch (5-9 MPa), Mater Bi Z IMCa (4-7 MPa), soy proten isolate (5 MPa) as shown in Figure 11. This showed that the matlac provided high potency for biocomposite materials. The data of test results showed that tensile strength of 0/90/0 plain weave ramie fibers reinforced matlac composite was 87 ± 6.9 MPa
Figure 11: The tensile strength comparation of natural matrix
Method of Making Biocomposite from Matlac Matrix
The propose method of making biocomposite based on physical and thermal aspect of ISA. The biocomposite was made by pressurized molding machine at a temperature of 180°C. A plain weaver of ramiee fibers was laid on in the mold of 200 x 200 x 10 mm, and then the natural matrix was painted on by hand layout method. This step was repeated until 4 layers formed. The mold was closed, heated at 180°C for 15 minutes, pressed at 40 MPa and hold at a room temperature. Finally, it was opened after 8 hours and the 0/90/0 ramiee fibers biocomposite obtained was ready to be tested as shown Figure 12.
Figure 12: Sample of ramiee fibers reinforced matlac matrix biocomposite
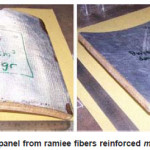
Propose method feasibility of biocomposite processing from Matlac matrix was proved by made 30x30x1 cm3 curve panel biocomposite. The 0/90/ 0/90/0/90/0/90/0/90 plain weave ramiee fibers reinforced matlac matrix biocomposite was made succesfull by curve moulding as shown figure 13. The biocomposite have density 1.2 gr/cm3 and volume fraction 40%. Aluminium foil on surface of biocomposite was used to get it easily from moulding.
Figure 13: Sample of curve panel from ramiee fibers reinforced matlac matrix biocomposite
Conclusions
A new experiment of the ISA biomatrix for biocomposites could be concluded as follows:
Novel formula creation of ISA to matlac matrix and a new method of creation of the biomatrix using green matlac with ramiee fiber in biocomposite system
A feasibility of the matlac as natural polymeric matrix composite or green matlac composite reinforced by ramiee-woven fiber has relatively the same tensile strength to the composite of polyester.
Acknowledgements
The authors wish to gratefully thank DP2M DIKTI, Ministry of National Education, Republic of Indonesia for financial supporting to this research; Perhutani Unit II, Indonesia for providing secretion of lac insect; PT. Madukismo, Yogyakarta Indonesia for providing spirit ethanol. Last but not least, special thanks to Mien Aminah, Garut for providing ramiee fibers.
References
- Mohanty, A.K., Misra, M., Dzral, L.T., Selke, S.E., Harte, B.R. and Hinrichsen, G. , Natural Fibers, Biopolymers And Biocomposite, Chapter, CRC Press, Taylor and Francis Group, 6000 Broken Sound Parkway NW, USA (2005).
- Plackett, D., Vazquz, A., Natural polymer source, Chapter 7 in Green Composites. Polymer composites and the environment edited by Caroline Baillie, Woodhead Publishing Limited, Abington Cambridge CB1 6AH, England, pp. 123-153 (2004).
- Sharma, K. K., Jaiswal, A. K., and Kumar, K. K., Role of lac culture in biodiversity conservation: issues at stake and conservation strategy, review article, Current Science, 91,(7), 894-898 (2006).
- Singh, R., Applied Zoology Lac Culture, National Science Digital Library at NISCAIR, India. Httppnsdl. Niscair.res.inbitstream 1234567891 access date 12/21/2006 4:07:18 (2006).
- Chauhan, N. S., Gene Expression and Transmission in kerria Lacca (Kerr), Journal Heredity, 38 (2), pp. 155-159 (1997).
CrossRef
- Brydason, J.A, Miscellaneous Plastics Materials, Chapter 30 in Plastic Materials, Butterworth-Heinemann Publisher, Oxford OX2 8DP, 225 Wildwood Avenue, pp. 853-873 (2003).
- Sao, K.P., and Pandey, S.K., Utilization of Aleuretic Acid Free Gummy Mass-anIndustrial by- Product for Making Particle Board, Indian Journal of Chemical Technology. 16, 192-195 (2009).
- Schwartz, M.M., 1984. “Composite Materials Handbook”, McGraw-Hill Book Company, New York, USA.
- Feldman, D., Polymeric Building Materials, Published: Routledge; 1 edition, Taylor & Francis Group (1989).
- Vasiliev, V.V, Morozov, E.V., Mechanic and Analysis of Composite Materials, Elsevier Science Ltd, Langford Lane, Kidlington, Oxford OX5 lGB, UK (2001).
- Bodner, G.M., The Carbonyl Group, College of Science Chemical Education Devision Group, Purdue University, West Lafayette, Indiana, USA. access date 12/25/2009 8:09:20 (2004).
- Bodner, G.M., Carboxylic Acids and Carboxylate Ions, College of Science Chemical Education Devision Group, Purdue University, West Lafayette, Indiana, USA. access date 12/25/2009 8:09:20 (2004).
- Pedro J. Herrera Franco and Alex Valadez-González., Fiber-Matrix Adhesion in Natural Fiber Composites, Chapter 6 in Natural Fibers, Biopolymers And Biocomposite Book, CRC Press, Taylor and Francis Group, 6000 Broken Sound Parkway NW, USA (2005).
- C.B.Vick, “Adhesive Bonding of Wood Materials” Chapter 9 in Wood Handbooks-Wood as Engineering matrials, Forest Product laboratory, Madison, pp.9.1-9.24 (1999).
- L. Dorn, Adhesive Bonding-Terms and Definitions, TALAT Lecture 4701, European Aluminium Association, Berlin (1994).
- Major, W.D., The Degradation of Cellulose in Oxygen and Nitrogen at High Temperatures, Tappl 41: 530-537 (1958).
- Ali, R., Iannace, S. and Nicolais, L., Effect of processing conditions on mechanical and viscoelastic properties of biocomposites, J. Appl. Polym. Sci., 88(7): 1637-42 (2003).
CrossRef
- Curvelo, A.A.S., Carvalho, A.J.F. and Agnelli, J.A.M., Thermoplastic starch cellulosic fibers composites: preliminary results, J.Carbohyd. Polym., 45(2): 183-8 (2001).
CrossRef
- Lodha, P. and Netravali, A.N., Characterization of interfacial and mechanical properties of ‘green’ composites with soy protein isolate and ramiee fibe, J. Mater. Sci., 37(17): 3657-65 (2002).
CrossRef
- Cyras, V.P., Iannace, S., Kenny, J.M. and Vázquez, A., Relationship between processing conditions and properties of a biodegradable composite based on PCL/starch and sisal fibers, J. Polym. Compos., 22(1): 104-10 (2001).
CrossRef
- Wollerdorfer, M. and Bader, H., Influence of natural fibres on the mechanical properties of biodegradable polymers, Ind. Crop. Prod., 8(2): 105-12 (1998).
CrossRef
- Lanzillotta, C., Pipino, A. and Lips, D., New functional biopolymer natural fiber composites from agricultural resources, In Proceedings of the Annual Technical Conference – Society of Plastics Engineers,San Francisco, California, 2, 2185–9 (2002).
- Luo, S. and Netravali, A.N., Interfacial and mechanical properties of environment friendly ‘green’ composites made from pineapple fibers and poly (hydroxybuty-ratecovalerate) resin, J. Mater. Sci., 34(15), 3709–19 (1999).
CrossRef

This work is licensed under a Creative Commons Attribution 4.0 International License.